جوشکاری
- تعریف: اتصال دو قطعه فلزی تحت حرارت و فشار
- حرارت: گاز و یا برق (قوس الکتریکی)
- فلز پایه: قطعاتی که باید جوش شوند
- فلز پرکننده (فیلر): فلزی که ذوب شده و درز بین قطعات پایه را پر میکند
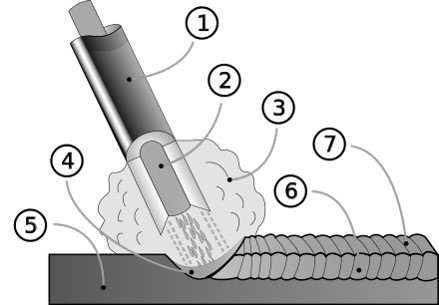
حوضچه جوش
- پوشش
- الکترود
- گاز محافظ
- جوش
- فلز پایه
- فلز جوش داده شده
- انجماد گل جوش
جوش میگ (Metal Inert Gas)
مکانیسم: گاز و قوس الکتریکی
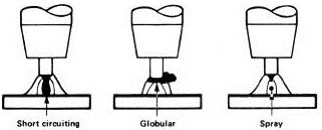
انتقال مواد
- گلبولی (قطعات ضخیم و افقی)
- پاششی (ترجیحا قطعات ضخیم و افقی)
- قوس کوتاه (همه)
- پالسی-پاششی (همه)
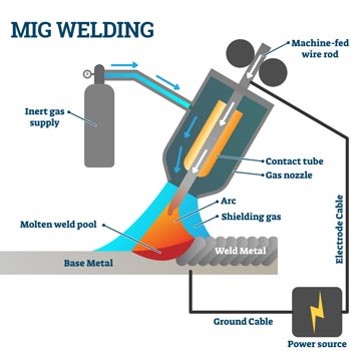
Gas Metal Arc Welding (GMAW)
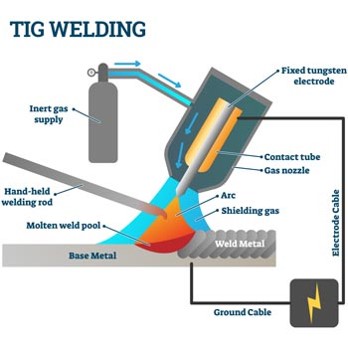
جوش تیگ (Tungsten Inert Gas)
برای قوس الکتریکی از تنگستن استفاده می شود
مکانیزم آن گاز و قوس الکتریکی است
زمانی که میخواهیم فلزات غیر آهنی را جوش دهیم از تنگستن استفاده میکنیم
تنگستن دمای ذوب خیلی بالایی دارد و زمانی که قوس الکتریکی ایجاد میکند ذوب نمی شود و باعث می شود فضای حرارتی خیلی بالایی ایجاد شود و وقتی قوس ایجاد شد الکترود را داخلش وارد میکند و ذوب می شود
- مکانیسم: گاز و قوس الکتریکی
- قوس الکتریک توسط تنگستن
- کاربرد: فولاد ضدزنگ و فلزات غیرآهنی
Gas Metal Arc Welding (GMAW)
جوش استیک
مکانیزم آن قوس الکتریکی است برای فلزات آهنی ، نیکل ، و مس استفاده می شود
- مکانیسم: قوس الکتریک
- متداول در ساخت و ساز
- فلزات آهنی، نیکل و مس
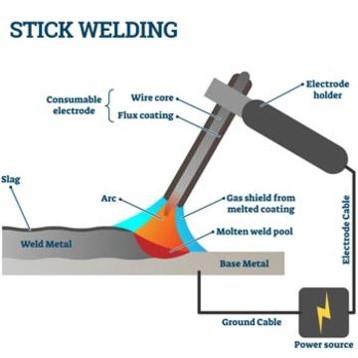
Shield Metal Arc Welding (SMAW)
جوش توپودری
الکترودش حالت خاصی دارد و الکترود به صورت لوله ای است و داخل اش یک ماده حالت پودری قرار می گیرد .
زمانی که جوش اتفاق می افتد اون پودر روی جوش می ریزد و محافظت ایجاد میکند . سرعت بالایی دارد و به صورت نیمه اتوماتیک میتوان استفاده کرد .
چرا از الکترود معمولی استفاده نمی کنیم ؟
ماده ای که پوشش الکترود معمولی را تشکیل می دهد ماده شکننده ای است و نمی توان آن را خم کرد . ولی الکترود های تو پودری را میتوان خم کرد و در جاهایی که اتوماتیک و نیمه اتوماتیک است الکترود به صورت رول است و وقتی خم میشود الکترود نمی ریزد .
اون ماده پوششی چون در جریان مستقیم حرارت بالایی قرار میگیرد دود زیادی ایجاد میکند و در فضای بسته مشکل ایجاد میکند
مکانیسم: قوس الکتریک و گاز
پوشش
- گاز
- پودر
- هردو
ویژگیها
- سرعت بالا
- قابلیت نیمه اتوماتیک
- در حالتهای مختلف (پوشش گاز)
- نیاز به هود: دود زیاد
در معرض باد (پوشش گاز)

Flux Cored Arc Welding (FCAW)
جوش زیرپودری
در حالت قبل مشکل اش این است که پودر از بین می رود ولی زیر پودری این مشکل را حل کرده است و پودر با حجم بالا از یک سمت وارد میشود و الکترود هم زیر آن جوش کاری میکند و از یک سمت هم پودر را مکش میکند و مجدد وارد مخزن پودر میکند .
قابلیت خوب این حالت این است که الکترود هیچ پوششی ندارد و قیمت الکترود ارزان تر است
سرعت بالایی دارد و حجم پودری که وارد میشود زیاد است
وقتی پودر وارد مخزن میشود ممکن است خنک سازی هم رخ دهد و وقتی که وارد حوضچه جوش می شود دمای جوش را به صورت یکنواخت کاهش می دهد
فقط در حالت تخت میتوان از آن استفاده کرد
مکانیسم: قوس الکتریک و پودر
پوشش
- پودر
ویژگیها
- سرعت بالا
- قابلیت نیمه اتوماتیک
- کاهش سرعت سرد شدن
اشعه (UV و IR)- دود
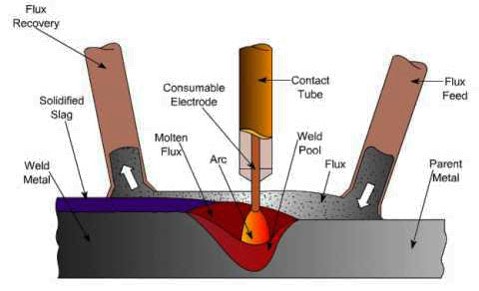
Submerged Arc Welding (SAW)
جریان جوشکاری
انواع متناوب و مستقیم را دارد
در مستقیم قطب مثبت و منفی ثابت است و در متناوب قطب مثبت و منفی آن دائم عوض می شود
انواع
- مستقیم (DC)
- متناوب (AC)
مزایای جریان مستقیم به متناوب
- انتقال فلز یکنواختتر
انتقال فلز به صورت یکنواخت انجام میشود چون وقتی قطب مثبت و منفی دائم عوض شود خاصیت مغناطیسی ایجاد نمی کند ولی وقتی ثابت باشد خاصیت مغناطیسی آن باعث می شود که فلز جوش برود داخل خلل و فرج و یکنواخت انجام شود
- شدت جریان کمتر
شدت جریان کمتری لازم دارد برق کمتری مصرف میکند
- تنوع الکترود
الکترود های آن متنوع تر است
- شروع قوس سادهتر
شروع قوس ساده تر است
- ورقهای نازک
چون شدت جریان کمی دارد ورق های نازک تر را هم میتوان جوش داد
الکترود جوشکاری
الکترود از دو بخش تشکیل شده :
مفتول که کارش هدایت جریان و پر کننده است
روکش خواص مختلفی دارد
پایدار کننده قوس
جلوگیری از اکسیداسیون
جلوگیری از سرد شدن
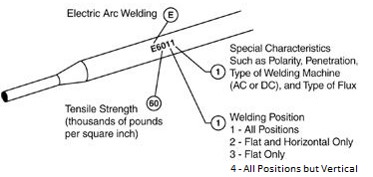
کدینگ الکترود عدد روی الکترود با یک E شروع می شود که به معنای الکترود است . بعد از E دو رقم اول نشان دهنده مقاومت است .
مثلا الکترود ۶۰ مقاومت کششی آن ۶۰ ksi است
عدد بعدی حالت جوشکاری را نشان می دهد
سلولزی قوام بیشتری دارد و رو به پایین نمی ریزد
پاس ریشه ؟ وقتی دو تا فلز را کنار هم قرار می دهید یک کانالی ایجاد میشود و اولین جوشی که میدهید پاس ریشه می شود
مفتول
- هدایت جریان
- پرکننده
روکش
- پایدار کننده قوس
- جلوگیری از اکسیداسیون
- واکنشهای سرباره (مانند عناصر آلیاژی)
- تشکیل گرده
- کاهش سرعت سردشدن
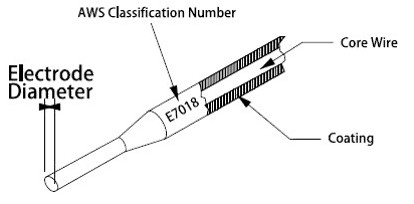
کدینگ الکترود

انواع مفتول الکترود
- ضدزنگ
- کم کربن
- نیکلی
- آلومینیومی
- مسی
انواع روکش الکترود
روتیلی (اکسید تیتانیوم یا تیتانیا T𝑖𝑂_2)
- قوس سبک و راحت
- عمق نفوذ کم
- ترسیب سریع
- سطح جوش نسبتا تخت
سدیمدار (E6012)
پتاسیمدار (E6013)
آهندار
- ۲۵٪ تا ۴۰٪ پورد آهن : E7014
- ۵۰٪ پودر آهن : E7024
- افزایش ترسیب، سرعت جوشکاری و تثبیت قوس
- کاهش پاشش
قلیایی
- خواص مکانیکی مناسب
رو به پایین
سلولزی
- رو به پایین
الکترودهای مرسوم
| الکترود | روکش | استحکام | چکشخواری | حالت جوشکاری | خواص |
|---|---|---|---|---|---|
| E7024 | روتیلی با پوردآهن | خوب | معمولی | فقط افقی و تخت | ترسیب و سرعت بالا |
| E7018 | قلیایی (کم هیدروژن) | خوب | عالی | همه | فولاد سخت و قطعه ضخیم |
| E6010 | سلولزی | معمولی | خوب | همه | نفوذ بیشتر (پاس ریشه) |
| E6013 | روتیلی | معمولی | معمولی | همه | کاربردهای معمولی |
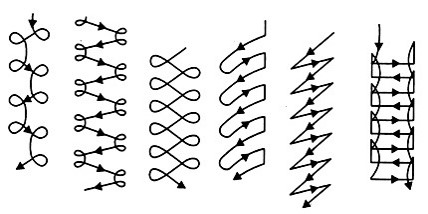
حرکت الکترود
 |
 |
|---|---|
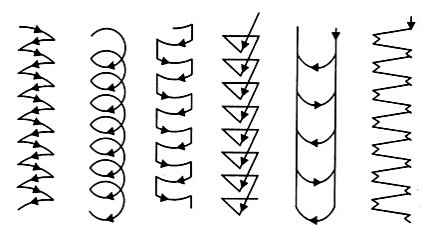
فرایند جوشکاری
بریا فرایند جوشکاری یک استانداردی حین جوشکاری و یکی بعد از جوشکاری داریم
حین جوشکاری یک فرمی داریم به نام wps که در آن مشخصات جوش بیان شده است
بعد از جوش هم یک استاندارد pqr داریم که جوش را تست میکند
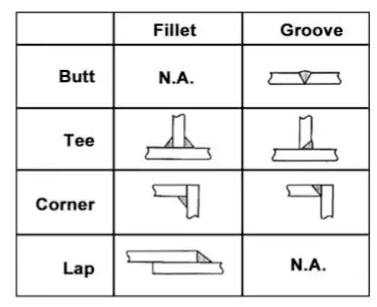
روش اتصالات جوشی متداول اتصالات با روش های جوشکاری ارتباط دارند مثلا لب به لب فقط شیاری جوش می شود سپری به صورت گوشه جوش می شود و غیره
WPS
- درجه فلز پایه
- درجه فلز پرکننده
- دامنه جریان
- ترکیب گاز محافظ
- دمای پیشگرمایش و میانپاس
PQR
- نمونهگیری و تست
- تایید WPS
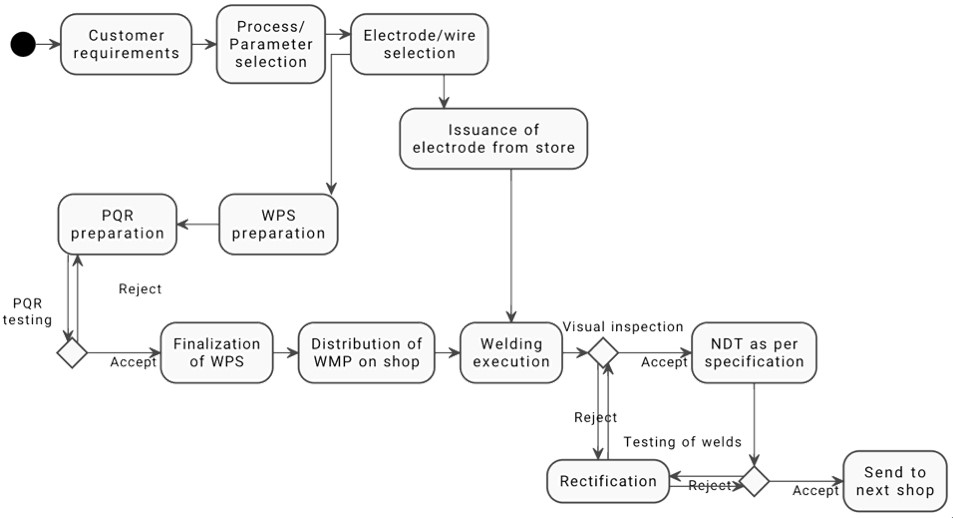
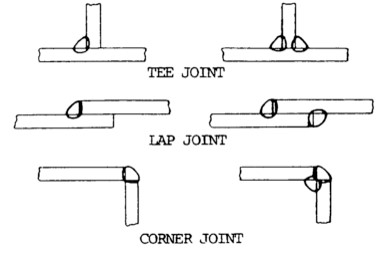
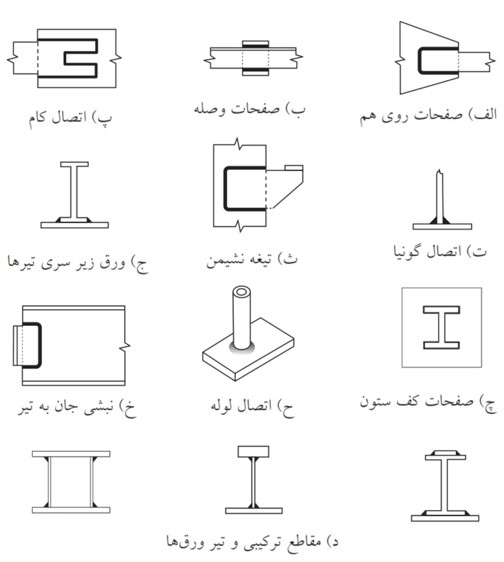
انواع اتصالات جوشی
- لببهلب (Butt joint)
- پوششی (Lap joint)
- سپری (Tee joint)
- پیشانی (Edge joint)
- کنج (Corner joint)
روشهای اتصال جوشی
- شیاری (Groove weld)
- گوشه یا نبشی (Fillet weld)
- انگشتانه (Plug weld)
- کام یا دکمهای (Slot weld)
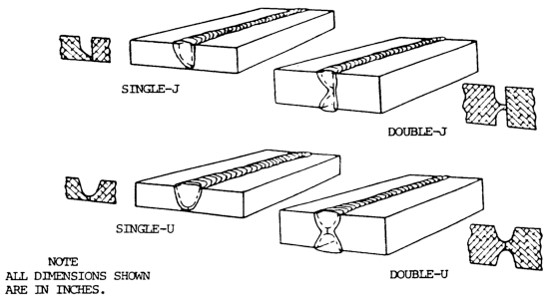
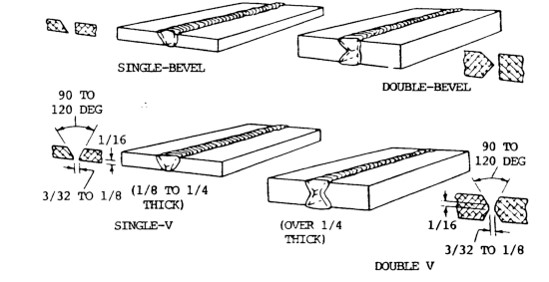
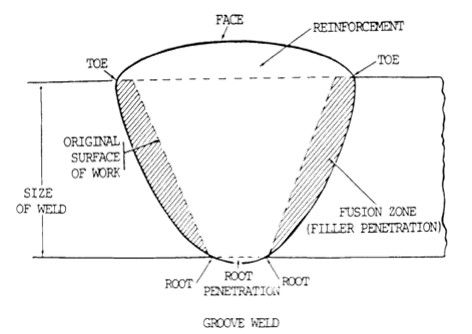
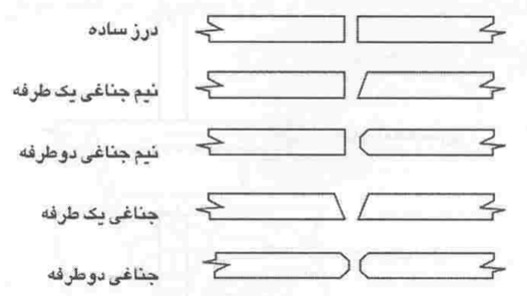
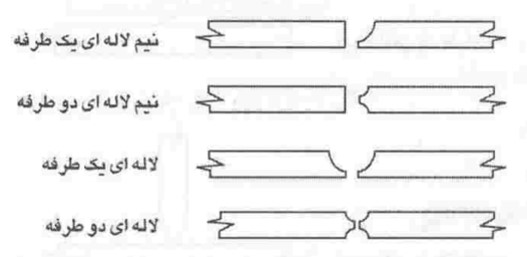
جوش شیاری
 |
 |
|---|---|
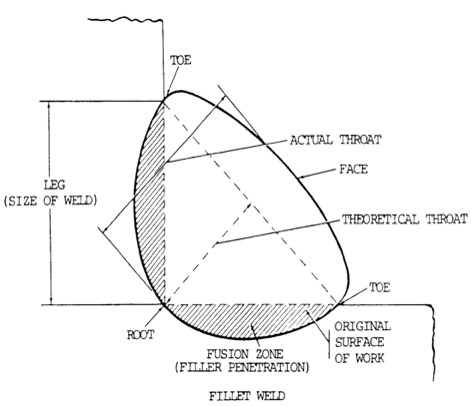
جوش گوشه یا نبشی
جوش انگشتانه
جوش کام یا دکمهای
روشها و اتصالات جوشی متداول
اجزای جوش
- ساق
- پنجه
- گلو
- صورت (رویه)
- ذوب (نفوذ)
- ریشه
 |
 |
|---|---|
آمادهسازی اتصال لببهلب
 |
 |
|---|---|
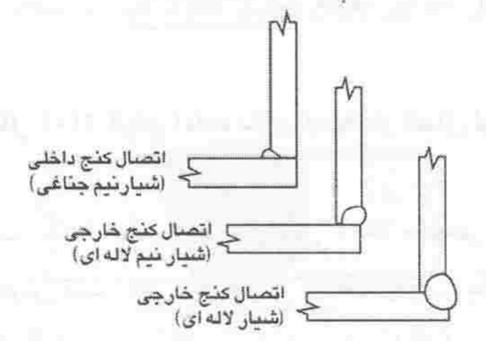
آمادهسازی اتصال کنج
 |
 |
|---|---|
وضعیتهای جوشکاری
۴ حالت اصلی داریم الکترود عمودی است الکترود افقی است و مسیر جوش هم افقی است الکترود سربالا است و مسیر افقی است الکترود افقی است ولی مسیر عمودی است
برای لوله ها هم جوش دور تا دور داریم
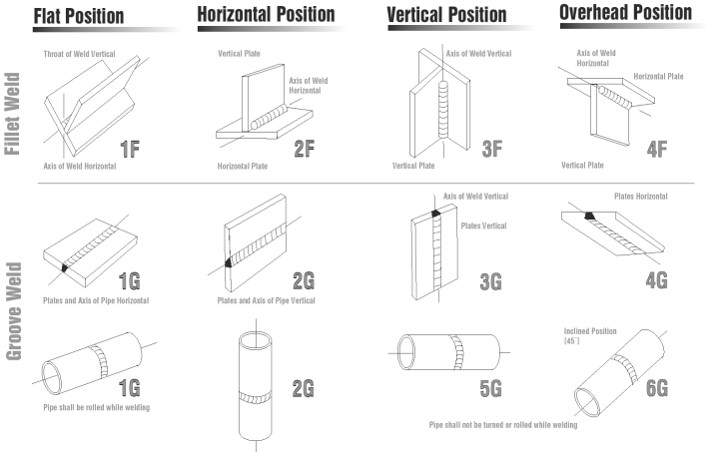
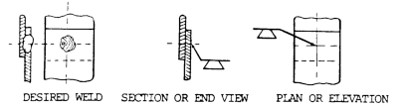
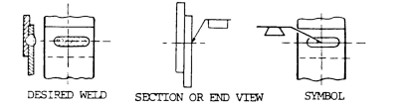
جوشهای متداول
بازرسی جوش
قبل
زمانی که مونتاژ میکنیم مونتاژ را باید چک کنیم که اتصال درست قرار گرفته باشد
تجهیزات کالیبره باشد
سطوح تمیز باشد
دمای پیش گرم زمانی که در سرما جوشکاری میکنید نیاز به پیش گرمایش دارید
کیفیت مواد اولیه
نقاط توقف یک جاهایی نمی تواند نقاط توقف باشند پس الکرود را زمانی باید عوض کنید که این مسئله در آن رعایت شود
- مونتاژ (Fit up)
- دقت و کالیبراسیون تجهیزات
- تمیزکاری سطوح
- دمای پیشگرم
- کیفیت و شرایط مواد اولیه
- نقاط توقف
حین
حین جوشکاری یک فرم wps دارید که باید پر شود
کیفیت پاس جوش خصوصا ریشهدمای بین پاس چون اتصال بین پاس ها درست انجام شود
تمیز کاری بین پاس گل جوش را باید تمیز کنید که جوش بعدی گل جوش داخلش نرود
- تطابق با الزامات WPS
- کیفیت پاس جوش (بخصوص ریشه)
- دمای بین پاس
- تمیزکاری بین پاس
بعد
- شکل ظاهری جوش
- ابعاد جوش و قطعات
- پیشگرمایش و پسگرمایش
- گزارشات و مستندات بازرسی
تست جوش
مخرب (DT)
در شرایط خاصی انجام میشود و جوش را تخریب میکنند تا مقاومت آن را اندازه بگیرند
هدف
نقطه تسلیم شکست انعطاف پذیری تست کشش و خمش و ضربه
- نقطه تسلیم
- شکست
- انعطافپذیری
تست
- کشش
- خمش
- ضربه
غیرمخرب (NDT)
دقت آن پایین تر است ولی یک سری عیوب را نشان می دهد
هدف
- عیوب داخلی (ریشه)
- عیوب خارجی (سطحی)
تست
- تست چشمی (VT)
- تست نفوذ مایع (PT)
- تست ذرات مغناطیسی (MT)
- تست فراصوت (اولتراسونیک) (UT)
- تست پرتونگاری (رادیوگرافی) (RT)