تهیه مستند wps
هدف
- جزئیات فرایند جوشکاری (شرایط آمادهسازی، تست و تایید)
پیشنیاز
- آشنایی با مواد و خواص آنها
- آشنایی با روشهای مختلف جوشکاری
- تحمل تنش و خستگی وارد بر جوش
پارامترها
- اساسی: درصورت تغییر ⇐ بازنویسی
- غیراساسی: جهت اطلاع
- مشروط: در صورت تغییر و نیاز PQR ⟸ بازنویسی
مشخصات اولیه
- شماره سری WPS
- تاریخ تنظیم
- شماره بازبینی
- تاریخ بازبینی
- شماره سری PQR
- روش جوشکاری (بر اساس استاندارد مرجع)
نحوه انجام فرایند جوشکاری
نام شرکت یا کارخانه
نام مشاور یا ناظر
نام قطعه
عنوان پروژه
نوع ابزار
- دستی: الکترود روکشدار با طول محدود
- نیمهاتوماتیک: مانند جوش توپودری (FCAW)
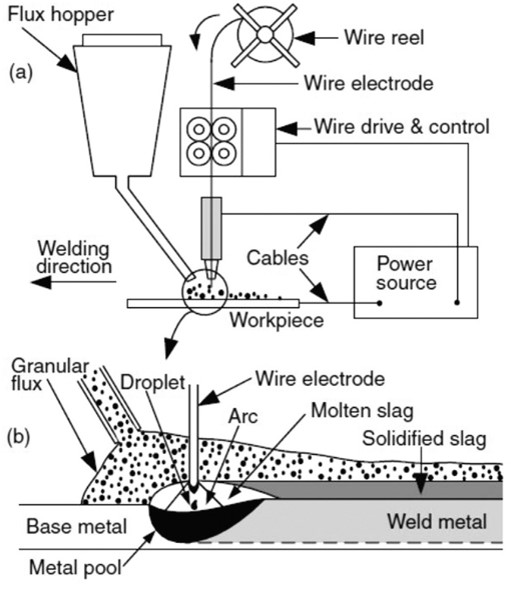
- اتوماتیک: مانند جوش زیرپودری (SAW)
- ماشینی: ربات جوشکار
طرح اتصال
مشخصات طرح (QW-402)
فرایند شیارزنی
نوع اتصال
نفوذ و ضخامت قطعات
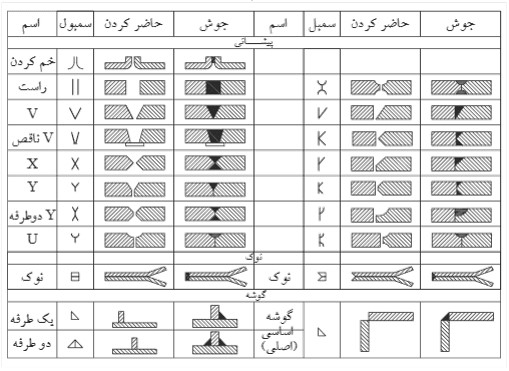
شکل شیار
روش آمادهسازی
برش اکسیژن
الکترود کربنی
برش قوس پلاسما
ماشینکاری و سنگزنی
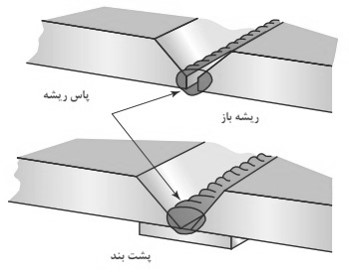
پشتبند
- جلوگیری از اکسید شدن مذاب
- عدم ریزش مذاب از پشت شیار
- افزایش یا کاهش سرعت انجماد
- ایجاد زیر برش
فلزات پایه
- نام و مشخصات (QW-403)
- ترکیب شیمیایی (آلیاژ)
- شماره استاندارد تقسیمبندی
- آمادهسازی حرارتی خاص (برای پیشگرمایش با پسگرمایش)
عدد مشخصه (QW-424)
- مشخصه فلزات پایه
- عدد گروه (برای تست ضربه فولاد)
- ترکیب آلیاژ (QW-422)
- جوشپذیری
- خصوصیات مکانیکی
دامنه ضخامت (به اینچ)
کمتر از \(\dfrac{1}{16}\)
بین \(\dfrac{3}{8}\) و \(\dfrac{1}{16}\)
بین \(\dfrac{3}{4}\) و \(\dfrac{3}{8}\)
بین 1 \(\dfrac{1}{2}\) و \(\dfrac{3}{4}\)
بالای 1 \(\dfrac{1}{2}\)
سیم جوش
- خشک بودن الکترود (خشککن)
- کمهیدروژن
- دور از اتمسفر (ستون A)
- بازبینی ظاهری قبل از جوشکاری (ستون B)
| Column B (Hours) | Column A (Hours) | Electrode |
|---|---|---|
| Over 4 to 10 max | 4 max | A5.1 |
| Over 4 to 10 max | 4 max | E70XX |
| A5.5 | ||
| Over 4 to 10 max | 4 max | E70XX |
| Over 2 to 10 max | 2 max | E80XX |
| Over 1 to 5 max | 1 max | E90XX |
| Over ½ to 4 max | ½ max | E100XX |
| Over ½ to 4 max | ½ max | E110XX |
دستهبندی الکترود (عدد F)
- کاهش تعداد PQR
| نوع آلياژ سيم جوش | F-No. | QW |
|---|---|---|
| آلياژهای فولادی | 1-6 | 432.1 |
| آلومينيوم و آلياژهای پايه A1 | 21-24 | 432.2 |
| مس و آلياژهای پايه Cu | 31-37 | 432.3 |
| نيکل و آلياژهای پايه Ni | 41-45 | 432.4 |
| تيتانيوم و آلياژهای پايه Ti | 51 | 432.5 |
| زيرکونيم و آلياژهای پايه Zr | 61 | 432.6 |
| آلياژهای روکش کاری و سخت کاری سطحی | 71-72 | 432.7 |
آنالیز فلز جوش (مختص آلیاژ آهنی)
آنالیز بر اساس QW-404.5
- از طریق آزمایش: SMAW، GTAW و PAW
- بر اساس مشخصات سازنده: GMAW و ESW
- هردو: SAW
تشخیص بر اساس QW-442
- شماره مشخصات
| نوع سيم جوش | شماره مشخصات |
|---|---|
| مشخصات الکترودهای جوشکاری قوس فولاد معمولی | A5.1 |
| مشخصات الکترودهای جوشکاری قوس آلومينيوم و آلياژهای آلومينيومی | A5.3 |
| مشخصات الکترودهای روکش دار فولاد زنگ نزن کرومدار و کروم نيکل | A5.4 |
| مشخصات الکترودهای روکش دار فولاد کم آلياژ ويژه جوشکاری قوس | A5.5 |
| مشخصات الکترودهای روپوشدار مس و آلياژهای آن | A5.6 |
| مشخصات سيم جوش و الکترودهای سخت مس و آلياژهای آن | A5.7 |
| مشخصات سيم جوش لحيم کاری (Brazing) | A5.8 |
| مشخصات سيم جوش لخت فولاد زنگ نزن کرومدار و کرومی نيکلی همچنين سيم جوشها و الکترودهای لايه لايه ، کامپوزيت و توپر | A5.9 |
| مشخصات سيم جوش و الکترود لخت برای جوشکاری آلومينيوم و آلياژهای آن | A5.10 |
| مشخصات الکترودهای روکش دار نيکل و آلياژهای آن | A5.11 |
| مشخصات الکترودها و سيم جوش لخت جوشکاری TIG | A5.12 |
| نوع سيم جوش | شماره مشخصات |
|---|---|
| مشخصات الکترودهای روکش دادن سطحی | A5.13 |
| مشخصات سيم جوش و الکترودهای لخت نيکل و آلياژهای آن | A5.14 |
| مشخصات سيم جوشها و الکترودهای روکش دار جوشکاری چدن | A5.15 |
| مشخصات سيم جوش و الکترودهای تيتانيوم و آلياژهای آن | A5.16 |
| مشخصات الکترودهای لخت فولاد کربنی و فلاکس برای SAW | A5.17 |
| مشخصات الکترودهای فولاد معمولی ويژه GMAW | A5.18 |
| مشخصات سيم جوش و الکترودهای لخت آلياژهای منيزيم | A5.19 |
| مشخصات الکترودهای توپودری فولاد معمولی ويژه جوشکاری قوس | A5.20 |
| مشخصات الکترودها و سيم جوشهای روکش کردن کامپوزيت | A5.21 |
| مشخصات الکترودهای توپودری فولاد زنگ نزن کرومدار و کروم نيکل | A5.22 |
| مشخصات الکترودهای لخت فولاد کم آلياژی و فلاکس برای SAW | A5.23 |
| مشخصات الکترودها و سيم جوش لخت جوشکاری زيرکونيم و آلياژهای آن | A5.24 |
کلاس و استاندارد ASM
استانداردهای نامگذاری الکترود: ISO، AWS، JIS، BS، DIN و غیره
سایز الکترود
- سایز تابع طرح اتصال، ضخامت پاسها، حالت جوشکاری، تاب حرارتی قطعه و مهارت جوشکار
- تعداد پاسها تابع طرح اتصال، ضخامت فلز پایه، حالت جوشکاری
- اتصال جناغی دو یا یک طرفه با پشتبند
- پاس اول: سایز ۵
- پاسهای بعدی: الکترود بزرگتر
- حالت تخت و لببهلب غیر تخت
- پاس اول: سایز ۴
- پاسهای بعدی: سایز ۵
- روکش کمهیدروژن:
- حالت عمودی و بالاسر: سایز ۴ و ۳.۲۵
- حالت تخت و افقی: سایز ۵ یا بزرگتر
حالت جوشکاری (QW-405)
- تخت
- افق
- عمودی
- بالاسر
| شياری ورق | شياری لوله | گوشه ای ورق | گوشه ای لوله | ||||
|---|---|---|---|---|---|---|---|
| وضعيت | علامت | وضعيت | علامت | وضعيت | علامت | وضعيت | علامت |
| تخت | 1G | چرخش افقی لوله | 1G | تخت | 1F | لوله مورب با چرخش | 1F |
| افقی | 2G | لوله در حالت عمودی | 2G | افقی | 2F | لوله ثابت عمودی | 2F |
| عمودی | 3G | لوله افقی ثابت | 5G | عمودی | 3F | لوله افقی با چرخش | 2FR |
| بالای سر | 4G | لوله مورب ثابت | 6G | بالای سر | 4F | لوله عمودی جوش بالای سر | 4F |
| لوله افقی ثابت (تمامی حالات ) | 5F |
پیشگرم
- جلوگیری از ترکیدگی، پیچیدگی و پیدایش فاز ناخواسته و کنترل دمای بین پاسی
- توسط گچهای حرارتی (تغییر رنگ یا ذوب شدن در درجه حرارت خاص)
- تابع ضخامت ورق
- بر اساس QW-406
- تنشزدایی (پسگرمایش)
- فولاد آبدیده (Quenched) تا ۵۹۰°
- سایر فولادها حدود ۶۵۰°
- دمای اولیه کوره: ۳۱۵°
- سرعت گرمایش: ۲۲۰°/ℎ𝑟 (تابع ضخامت قطعه)
- حداکثر اختلاف دما (در فاصله ۴.۶ متر): ۱۴۰°
- حداکثر اختلاف دما: ۸۳°
- سرعت سرمایش: ۲۲۰°/ℎ𝑟 (تابع ضخامت قطعه)
نوع گاز محافظ/سوخت
- تابع ضخامت قطعه
- محافظت از اتمسفر: دیاکسیدکربن، آرگون و ترکیباتشان
- توپودری: گاز خنثی
- سوخت گازی: اکسیژن، اکسیاستیلن، بوتان، و ترکیباتشان
مشخصات الکتریکی
- نوع جریان
- مستقیم
- متناوب
- قطبیت جریان (مستقیم)
- فاکتورها
- گرمای ورودی
- حجم و میزان فلز جوش
- سرعت جوش
- بر اساس QW-409
قطبیت (جریان مستقیم)
- الکترود به قطب مثبت: افزایش عمق نفوذ
- علائم
- الکترود به قطب مثبت (پلاریته مستقیم): DCEP
- الکترود به قطب منفی (پلاریته معکوس): DCEN
نوع گرده
- زنجیری
- نازک
- حرارت کم
- سریع
- موجی
- گردشی
- هلالی
تمیزکاری
- زدودن زنگار
- چربی و کثیفی
- زدودن سرباره
- ابزارها
- برس
- قلم و چکش
- سنگ
- فرز انگشتی
برداشتن پشت جوش (Back Gouging)
روشها
- قوس الکترود کربنی
- شعله اکسی استیلن
- سنگ زدن
- تراشکاری
سرعت حرکت
- جوش دستی
- کم
- متوسط
- زیاد
- جوش اتوماتیک
- 𝐿\/𝑇
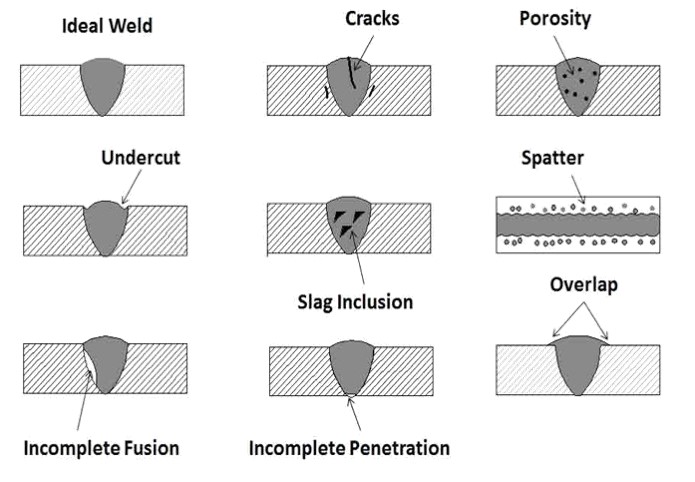
عیوب اصلی جوش
- روی هم افتادگی (Overlap)
- بریدگی کناره (Undercut)
- آخال سرباره (Slag inclusion)
- ذوب ناقص (Incomplete fusion)
- تخلخل (Porosity)
- نفوذ ناقص (Incomplete penetration)
- ترک (Crack)
- پاشش (Spatter)
- چاله (Crater)